
Tela të ndryshëm të mbështjelljes me mbështjellje, tela të dyfishtë, shumë tela, induktivitet special i plagës së tortës, tel i emaluar paralel, specifikime të ndryshme të personalizuara
1.jpg)


Përshkrimi i produktit
1. Karakteristikat:Specifikimet e personalizuara dhe varietetet e shtresave izoluese, dhe shtresa sipërfaqësore mund të jetë e veshur me shtresë vetëngjitëse.
2. Gama e specifikimeve:linjë e vetme me të njëjtin specifikim, por ngjyra të ndryshme, specifikime të ndryshme dhe varietete të ndryshme (gama e specifikimeve të një linje: 0.03mm-0.500mm).
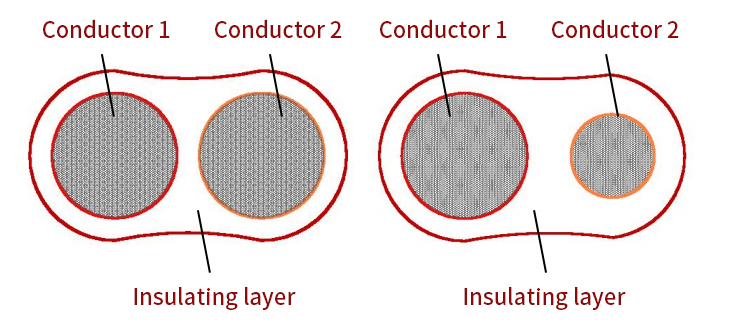
3. Aplikimi i produktit:Përdoret kryesisht në produkte me plagë paralele me dy/shumë tela me kërkesë të lartë, si induktorë specialë, transformatorë RF, etj; Mund të mbështillet në dy/tre/pesë bashkësi spirale me ngjyra të ndryshme dhe rezistencë/induktivitet plotësisht të qëndrueshëm dhe parametra të tjerë, ose në dy/tre/pesë bashkësi spirale me specifika të ndryshme, por me gjatësi teli identike.
4. Diagrami skematik është si më poshtë:

Rrjedha e procesit të telit të emaluar
1, Shlyerja:Në një makinë të emaluar që funksionon normalisht, pjesa më e madhe e energjisë dhe e forcës fizike të operatorit konsumohen në pjesën e kthimit. Zëvendësimi i bobinës paguese e bën operatorin të paguajë shumë punë. Problemet e cilësisë dhe dështimet e funksionimit janë të lehta për t'u ndodhur në nyjet nga linja në linjë. Metoda efektive është të paguhet në kapacitet të madh. Çelësi i pagimit është të kontrolloni tensionin. Kur tensioni është i madh, jo vetëm që do të hollojë përcjellësin, do të bëjë që sipërfaqja e përcjellësit të humbasë shkëlqimin, por gjithashtu do të ndikojë në shumë veti të telit të emaluar.
2, Shtrirja:Qëllimi i shtrirjes është që përçuesi i cili ngurtësohet për shkak të ndryshimit të rrjetës gjatë procesit të shtrirjes së kallëpit të ngrohet në një temperaturë të caktuar, në mënyrë që fleksibiliteti i kërkuar nga procesi të mund të rikthehet pas rirregullimit të rrjetës molekulare. Në të njëjtën kohë, njolla e mbetur e lubrifikantit dhe vajit në sipërfaqen e përcjellësit gjatë procesit të shtrirjes mund të hiqet, në mënyrë që përcjellësi të lyhet lehtësisht dhe të garantohet cilësia e telit të emaluar.
3, Pikturë:lyerja është procesi i veshjes së bojës së telit të emaluar në përcjellësin metalik për të formuar një shtresë uniforme bojë me një trashësi të caktuar.
4, Pjekja:Ashtu si lyerja, pjekja është një proces ciklik. Së pari, tretësi në tretësirën e bojës avullohet, më pas thahet për të formuar një film dhe më pas boja piqet. Në procesin e pjekjes do të krijohen ndotës, kështu që furra duhet të shkarkohet menjëherë. Në përgjithësi, duhet të përdoret furra me qarkullim katalitik të ajrit të nxehtë. Në të njëjtën kohë, sasia e shkarkimit të mbetjeve nuk duhet të jetë shumë e madhe apo shumë e vogël. Për shkak se një sasi e madhe nxehtësie do të merret në procesin e shkarkimit të mbetjeve, kështu që shkarkimi i mbetjeve jo vetëm që duhet të sigurojë prodhim dhe cilësi të sigurt të produktit, por gjithashtu nuk do të çojë në një sasi të madhe të humbjes së nxehtësisë.
5, Ftohja:Teli i emaluar që del nga furra ka temperaturë të lartë, film të butë bojë dhe forcë të ulët. Nëse nuk ftohet në kohë, filmi i bojës që kalon nëpër rrotën udhëzuese do të dëmtohet, gjë që do të ndikojë në cilësinë e telit të emaluar.
6, Lubrifikimi:Lubrifikimi i telit të emaluar ka një lidhje të madhe me ngushtësinë e marrjes. Lubrifikuesi i përdorur për telin e emaluar duhet të jetë në gjendje të bëjë sipërfaqen e telit të emaluar të rrëshqitshme, pa dëmtuar telin, pa ndikuar në forcën e bobinës së marrjes dhe pa ndikuar në përdorimin e përdoruesit. Sasia ideale e vajit është që teli i emaluar të ndihet i rrëshqitshëm, por në dorë nuk mund të shihet asnjë vaj i dukshëm. Nga një këndvështrim sasior, 1 g vaj lubrifikues mund të lyhet në sipërfaqen e 1 ㎡ teli të emaluar.
7, Marrja e telit:Qëllimi i marrjes së telit është mbështjellja e telit të emaluar mbi bobinën vazhdimisht, fort dhe në mënyrë të barabartë. Kërkohet që mekanizmi i ngritjes të drejtohet në mënyrë të qëndrueshme, me zhurmë të ulët, tension të duhur dhe rregullim të rregullt teli.
Pasi të keni njohur në detaje procesin e prodhimit të telit të emaluar, a mendoni se nuk është e lehtë të prodhohet tel i emaluar që plotëson kërkesat standarde, sepse çdo hap i procesit, si pjekja ose lyerja, do të ndikojë në cilësinë e telit të emaluar dhe është ndikohet edhe nga lëndët e para, cilësia, mjedisi, pajisjet e prodhimit dhe faktorë të tjerë, kështu që cilësia e produktit do të jetë e ndryshme. Megjithëse karakteristikat e cilësisë dhe markat e telave të ndryshëm të emaluar janë të ndryshme, ato në thelb kanë katër veti, përkatësisht vetitë mekanike, vetitë kimike, vetitë elektrike dhe vetitë termike.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
